

Top>Research>Removal and scabbling of contaminated concrete surface using high power fiber laser.
 Index
Index

Takeji Arai [Profile]
Education Course
Removal and scabbling of contaminated concrete surface using high power fiber laser.
Takeji Arai
Professor of Laser Engineering, Laser Processing and Precision Microfabrication, Center for Research and Development Initiatives, Chuo University
1. Introduction
Lasers are artificial light that were first successfully oscillated by Theodore Maiman and other researchers using ruby crystal at the Hughes Research Laboratory. This achievement took place in 1960, 44 years after it was predicted by Einstein. Since then, various types of lasers have been created. Lasers have been called the "light of dreams" and their possible applications have been demonstrated for many different fields. Together with computers, lasers are one of the great discoveries in science and technology during the 20th century.
Laser beams are a form of light (electromagnetic wave) output when special matter known as laser matter undergoes internal changes on an atomic level. This change is caused by applying external stimuli, such as light or electricity. This form of light possesses the differing wavelengths that are a characteristic of the laser matter.
One type of applied laser technology is material processing, which uses strong energy. This technology is known as laser processing. In a broad sense, this is material processing using lasers. The majority of research in this area seeks applications to enable efficient use of light in industry. This is also a theme of laser processing.
2. Development of laser processing
The search for laser applications in Japan started shortly after the first successful oscillation. The application to industry grew rapidly due to the appearance of domestic laser processing equipment in 1980. Currently, several dozen years have already passed since the use of lasers transcended the initial phase of simply being an alternative technology for heat processing. During that time, research has been conducted for high output lasers, different oscillation wavelengths and extremely short oscillation time. Equipment has diversified into many uses and application has undergone dramatic changes.
Laser processing creates physical and chemical changes in materials by irradiating the surface of a material with powerful laser energy. The accuracy of lasers for such processing as cutting has become exceedingly close to machine processing. In some areas, laser processing technology actually exceeds machine processing. Nowadays, it is unthinkable to perform sheet-metal cutting or welding without using lasers. In particular, non-contact laser processing is beginning to make a strong showing in the field of microfabrication for ultra-thin sheets and foil where processing is difficult when using machine processing with tool contact. Furthermore, new uses for laser scribing (markings for fracturing) are being discovered for environmentally-friendly and energy-saving technology, which are required today for solutions in ecological technology and solar power, a renewable energy, based on new energy policy.
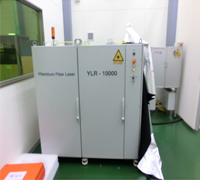
10kW fiber laser (exterior of processing experimental equipment)

Processing machine (exterior of processing experimental equipment)
3. Current circumstances surrounding concrete scabbling
Around this time last year, Japan was struck by the Great East Japan Earthquake, a tremor of unprecedented power. At the same time, a huge tsunami occurred and inflicted severe damage on the Tohoku region. In the aftermath of the disaster, the Fukushima Nuclear Power Plant suffered miserable and fatal damage despite its high technology, of which we had been proud. Moreover, this caused the secondary disaster of spreading radiation. Although slightly more than one year has already passed since the disaster, there are no prospects for recovery. As a result, Fukushima Prefecture and a broad area of Japan's Pacific shore are suffering from radioactive contamination even today. In the industry for reconstruction, various methods have been tested which are thought to be effective for removing radiation. However, a major issue is the difficulty in processing large concrete structures.
Several methods exist for forcibly scabbling and removing the surface of concrete for the purpose of decontamination. Some examples include mechanical methods, spraying with high-pressure water jets and microwaving. Among such options, the current mainstream methods are surface cleaning using high-pressure water, and mechanical methods such as shot blasting powder to coat the concrete and using a shaper or grinder to scrape off the surface. Mechanical methods place an extreme load on the materials and extreme physical labor is involved in the scabbling work for the purpose of demolition and removal. This heavy labor leads to exhaustion among workers. Furthermore, working on slanted surfaces and ceilings is even more difficult than on level areas. Work is further complicated by the dust and fragments, which are scattered over a broad area. Using water and neutral detergents together with decontaminating agents to wash objects that have been contaminated with radiation is somewhat effective at decreasing concentration levels. However, the problem remains of how to treat the contaminated water. Moreover, even if high-pressure water is used to wash stone materials such as concrete, the radioactive material attached to the surface is not sufficiently decontaminated. Therefore, processing of materials like concrete is difficult and the available methods are limited.
In the case of concrete structure, radioactive material attached to the surface permeates inwards as time passes. Therefore, it is necessary to peel and remove a certain thickness from the surface when decontaminating. Accordingly, it is preferable to have a processing method that is flexible and can be transported for work over a broad area. When considering all of these requirements, one possible method that comes to mind is non-contact laser processing which can be performed remotely.

scabbling the surface over a broad area
scabbling the surface over a broad area
4. Using lasers for concrete surface delaminating
I have experimented with scabbling the surface of materials using a high-output fiber laser and have reviewed the possibility of using this method for decontamination. Fiber lasers were created in an effort to use light generation equipment to replace fibers that were intended to guide the light of conventional lasers. It is possible to enlarge their output by adjusting the fiber length. The wavelength of light emitted from fiber lasers is 1.07 μm (micrometers) and the light is near-infrared. When the material surface is irradiated with this infrared light, the surface is rapidly heated due to the absorbed light. The processing method uses this heating effect.
In addition to concrete, experiment samples included Oya-tuff stone and concrete blocks. The concrete was a composite material consisting of cement (10%), sand (30%) and gravel (60%). A certain amount of moisture (5%) and air (15% to 20%) is contained within the material. The surface of concrete heats up when irradiated with a laser. This heat causes rapid volume expansion of the air and moisture within the surface area of the material. Normally, the expansion temperature of concrete is 600℃ or higher and the melting temperature is 1200℃ or higher. Using this principle, the following two methods exist for scabbling the surface of concrete: 1) heat the material to an intermediate temperature below the melting point and then perform scabbling, and 2) raise the temperature to the melting point and then forcibly remove the lower layer that has vitrified. One method involves heating using low energy, while the other involves heating by running high-output energy. More precisely, the methods differ in that the material surface has either a low energy-density state or a high energy-density state.

Concrete surface delaminating
When the temperature of the material surface increases, the air and water that exists within the material rapidly expands and exerts powerful destructive force (internal stress). This force blows off the surface of the material and causes scabbling. In other words, an explosion is used. Method 1 relies on this phenomenon. In this case, there is almost no thermal damage to the lower layer plate. The effect is similar to using internal expansion to peel off a scab on the exterior. In the case of method 2, an even more powerful laser is used to raise the temperature to the melting point or higher, and the molten material is forcibly shattered and removed by assist gas. Since the heat energy is so powerful, the removed lower layer melts and vitrifies. However, it is easy to peel down to the lower layer simply by exerting force equivalent to scrubbing the surface. In order to make this method practical, a processing head is required which is equipped with a filter and a powerful suction device. For methods using lasers modifications can be made to the processing head so that fine particles and dust generated during processing are suctioned and collected. Through suction, it is possible to collect dust on site and to prevent the scattering of particles. Furthermore, by using a filter, it is possible to reduce the radiation dosage at the worksite and to prevent the dispersal of contaminated material. It is also possible to work underwater as long as the area is level. Although lasers scatter underwater, it is possible to perform underwater processing by using a specially constructed head that prevents the infiltration of water by using a powerful injection of air or other gases. The laser light moves straight without being influenced by the jet flow of the gas. Additionally, in the case of mechanical methods that involve the direct application of force, work is difficult on slanted surfaces, walls and ceilings. In this respect, when compared to other scabbling methods, laser scabbling is contactless and makes work safer.
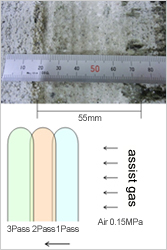
Experiments have shown that in the case of a laser output of 5kW and a run of five meters per minute, it is possible to scale a 4.8m2 area every hour when removing to a depth of 0.5 millimeters from the concrete surface. Similarly, when running at two meters per minute, it is possible to peel a 2m2 area every hour when removing to a depth of 1.7 millimeters. In other words, the time required to process a 100m2 area (10m×10m area) is approximately 20 hours for a depth of 0.5 millimeters and approximately 48 hours for a depth of 1.7 millimeters. The depth will be increased when making several passes over the same area. Processing is possible for a wide area by gradually moving to the side. Although the removal efficiency is relatively high, a significant amount of time is required. However, the processing efficiency can be improved by increasing the laser output. Although the processing width is greatly affected by the laser output, it is possible to process a width of 50 to 60 millimeters in one pass when using an output of 5kW or 10kW.
Same area: 3 passes

Depth: 3 to 4 millimeters; high-density concrete (cut-away view of scabbling over a wide area)
Sideways shift: 3 passes

Depth: 5 to 6 millimeters; concrete block (cut-away view of scabbling over a wide area)
Cut-away view of scabbling over a wide area
5. Conclusion
This kind of application has become possible because recent high-output laser equipment possesses sufficient energy even when widening the laser beam. The shoreline along the east coast of Japan has many large structures such as concrete embankments and bulwarks. Although some portions of these structures have not been destroyed, they require decontamination. The demolition and removal of such contaminated concrete structures would be extremely difficult and reclamation work would not be easy. If the method described in this article can be used, then it would be possible to fill in and patch portions of the concrete. This would eliminate the need to completely remove the entire structure and would enable reuse. The method has not yet reached the stage of practical application. In order to review the issues and explore these possibilities, I have experimented with using high-output lasers to peel stone materials. Currently, a large volume of contaminated waste materials exists. It is not clear where this waste will be temporarily stored or where it will ultimately be disposed of. In such a circumstance, it is urgent that we establish an effective technology.
- Thermal expansion and scabbling using low power density
- :By running along the surface at a relatively high speed, the surface is heated and the air/moisture within the concrete surface is heated. This causes the surface to explode and peel.
- Strengths
- :Almost no thermal damage to the lower layer material of concrete.
- Weaknesses
- :Requires a large amount of time to process a particular area.
- Forcible scabbling using high power density
- :Uses powerful laser light and assist gas to forcibly shatter and peel the concrete surface. The lower layer is vitrified, enabling the fragile area to be scraped away.
- Strengths
- :The removal area is large and processing efficiency is high.
- Weaknesses
- :The concrete surface of the material is vitrified. Therefore, after processing, secondary work such as scrubbing the surface is required to remove the vitrified areas.
Summary of laser scabbling methods
- Takeji Arai
Professor of Laser Engineering, Laser Processing and Precision Microfabrication, Center for Research and Development Initiatives, Chuo University - Born in Tokyo in 1945.
Completed the Doctoral Program (major in Precision Mechanics) at the Graduate School of Science and Engineering, Chuo University in 1979. Afterwards, served as a Fulltime Instructor at the Faculty of Science and Engineering, Chuo University, as a Senior Researcher at FANUC Basic Research Laboratory, and as Genaral maneger of Laboratory for Advanced Laser Application of the AMADA. During that time, held the positions of Flexible Researcher (1983 to 1985) at the Electrotechnical Laboratory within the Agency of Industrial Science and Technology, Ministry of International Trade and Industry and as Visiting Researcher (Nov. 2001 to Mar. 2006) at the National Institute of Advanced Industrial Science and Technology. In 2001, assumed his current position of Professor at the Center for Research and Development Initiatives, Chuo University. Also served as Director of the Japan Society of Laser Technology (2006 to 2010). Currently serves as Chairperson of the Japan Society of Laser Technology, an Affiliated Member of the Optoelectronics Industry and Technology Development Association, and Chairperson of the Laser Safety School. Holds a PhD in engineering (Chuo University) and a PhD in agriculture (University of Tsukuba). - Written Works:
Introductory Laser Processing (Published by Kogyo Chosa-Kai; June 2004)
High-Output Laser Processing Technology (Machinist Publishing; Sept. 2004)
Fundamental Engineering Science for Laser Materials Processing (Maruzen Publishing; Jan. 2007)
Basics of Laser Processing (3 editions; Nikkan Kogyo Newspaper Publishing; June 2011)
- Co-written:
Laser Processing Introductory Series Vol. 1-4 (Machinist Publishing; 1993 to 1886)
Laser Engineering (Ohmsha, Ltd.)
Practical Handbook of Precision Processing (edited by the Japan Society for Precision Engineering)
Handbook of Laser Processing Application (edited by the Japan Society of Laser Technology)
Laser Safety Guidebook (Optoelectronics Industry and Technology Development Association) - Co-written:

- Research Activities as a Member of Research Fellowship for Young Scientists (DC1), Japan Society for the Promotion of Science (JSPS) Shuma Tsurumi
- Important Factors for Innovation in Payment Services Nobuhiko Sugiura
- Beyond the Concepts of Fellow Citizens and Foreigners— To Achieve SDGs Goal 10 “Reduce Inequality Within and Among Countries” Rika Lee
- Diary of Struggles in Cambodia Fumie Fukuoka
- How Can We Measure Learning Ability?
—Analysis of a Competency Self-Assessment Questionnaire— Yu Saito / Yoko Neha - The Making of the Movie Kirakira Megane